


-
 近年、銅のレーザー溶接の技術に注目が集まっています。開発がすすむ次世代自動車や電気自動車の動力の要となるモーターやバッテリー。これらの部品には電気導電率の高い「銅」が使われており、銅の加工にはレーザー溶接が欠かせません。今回は、銅のレーザー溶接をテーマに、ハイスピードカメラで可視化するメリットや手法・撮影時のポイントなどをご紹介します。
近年、銅のレーザー溶接の技術に注目が集まっています。開発がすすむ次世代自動車や電気自動車の動力の要となるモーターやバッテリー。これらの部品には電気導電率の高い「銅」が使われており、銅の加工にはレーザー溶接が欠かせません。今回は、銅のレーザー溶接をテーマに、ハイスピードカメラで可視化するメリットや手法・撮影時のポイントなどをご紹介します。
-
銅のレーザー溶接をめぐる状況
 電気導電率が高くモーターやバッテリーなどで多く使用される『銅』は、光を反射しやすい「高反射材料」であるため、通常の近赤外レーザーで溶接すると、後に欠陥の原因ともなりうる「スパッタ」が発生しやすくなります。この「スパッタ」を低減するため、銅が吸収しやすい光の波長である、BlueやGreenといった可視波長のレーザーでの溶接や、可視波長とIR波長をハイブリッドさせた溶接、ダブルコアレーザーを用いてレーザーの中心と周辺に強度比を創出する溶接、スキャナを用いたウォブリング技術など、新たなレーザー溶接技術が研究・開発されています。
電気導電率が高くモーターやバッテリーなどで多く使用される『銅』は、光を反射しやすい「高反射材料」であるため、通常の近赤外レーザーで溶接すると、後に欠陥の原因ともなりうる「スパッタ」が発生しやすくなります。この「スパッタ」を低減するため、銅が吸収しやすい光の波長である、BlueやGreenといった可視波長のレーザーでの溶接や、可視波長とIR波長をハイブリッドさせた溶接、ダブルコアレーザーを用いてレーザーの中心と周辺に強度比を創出する溶接、スキャナを用いたウォブリング技術など、新たなレーザー溶接技術が研究・開発されています。
-
GreenLaserヘアピン溶接動画
-
ウォブリングのレーザー溶接動画
-
ハイスピードカメラ撮影でできること・わかること
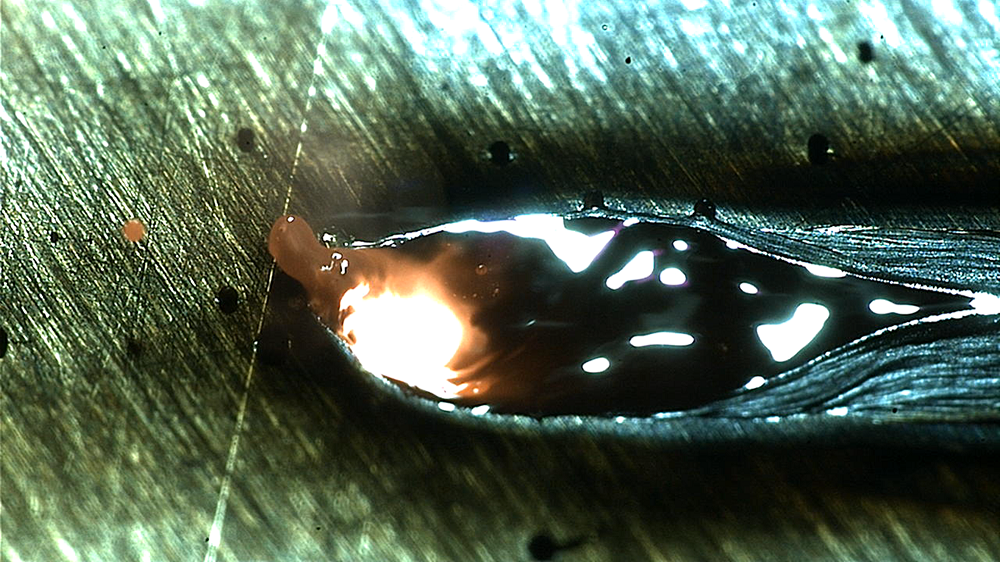
ハイスピードカメラで撮影することで、スパッタ発生の瞬間を撮影することができます。ただスパッタが出ていることを確認できるだけでなく、溶融プールの湯流れや凝固のタイミングなど、スパッタの発生に繋がるさまざまな要因を詳細に観察できます。
-
スパッタ発生過程の観察 -
ハイスピードカメラ撮影が有効な理由
溶接の良し悪しは、通常、溶接の仕上がりの形状や溶接断面から分析しますが、溶接中のスローモーション映像を確認することで、ある程度の推測を立てることができます。また、異なる条件で行った溶接の映像を比較することで、材料の種類、形状、板厚、レーザー出力、集光系、送り速度といった溶接パラメーターの違いによる現象の差異を観察でき、溶接パラメーターの最適化に繋がります。

シングルコアレーザー使用時のキーホール形状 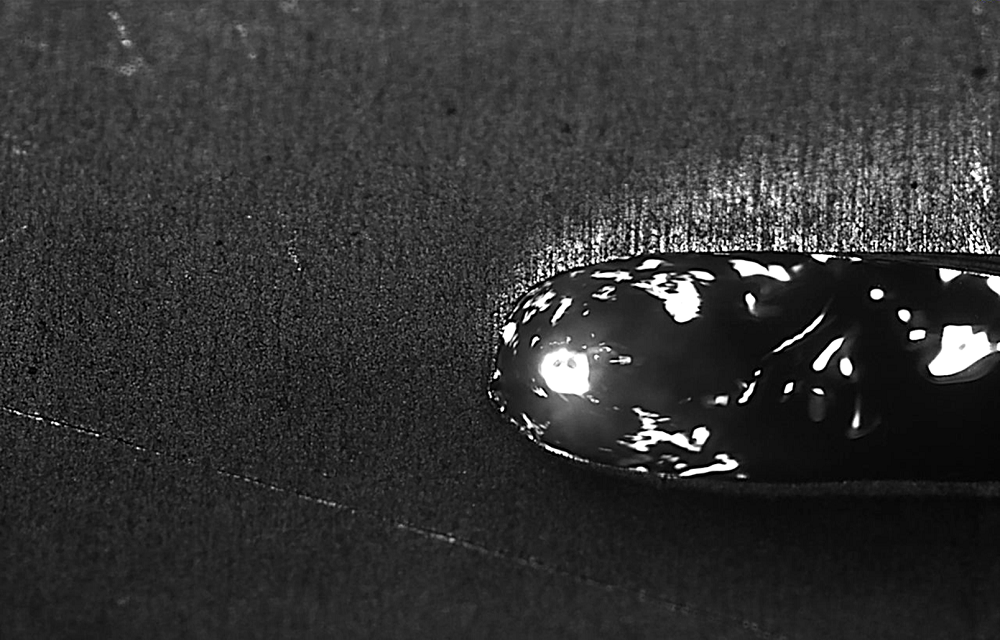
ダブルコアレーザー使用時のキーホール形状 -
ハイスピードカメラ撮影時のポイント
◎最適フィルターの選択
溶接用レーザーは、IR、Green、Blue、IRと可視波長のハイブリッドなど、それぞれ使用する光の波長が異なります。母材に反射したレーザー光が映りこんでしまうと、溶融部などのポイントとなる箇所が可視化できず、観察に向かない映像となってしまいます。そのため、対象となる波長を最適にカットする長波長カットフィルターや波長カットフィルター、バンドパスフィルターやノッチフィルターといった各種フィルターを組み合わせて、レーザー光の映り込みを防ぐ必要があります。
-
「Blue Laser」では“Blue短波長カットフィルター”を、「Blue+IR Laser」では“Blue短波長カットフィルター”と“IR長波長カットフィルター”を使用して撮影しています。
-
"Green短波長カットフィルター"を使用して撮影しています。
-
◎カメラの覗き込み角度の選定
レーザー溶接では、ハイスピードカメラの覗き込み角度によって観察できるものが変わります。例えば、キーホールの中を見たい場合は直上に近い角度から、湯面の波打ち方やスパッタの飛散する様子は水平に近い角度から撮影をすることで、それぞれの現象をより詳細に観察できます。このように観察したい対象に合わせたハイスピードカメラの設置も現象の撮影のポイントです。
-
◎拡大撮影への対応
ビード幅が5mm以下になるような細かいレーザー溶接では、高い光学のレンズを使用して撮影します。光学倍率を上げるほど、対速度(対象の動きの見え方)も速くなるため、現象を観察するには 50,000~100,000コマ/秒といった、より高速の撮影速度が求められます。ハイスピードカメラはセンサーの特性で、撮影速度が上がるほど解像度が下がってしまいますが、ナックでは、50,000コマ/秒を超える撮影速度でも高画質で撮影できるハイスピードカメラを取り揃えています。
-
おすすめカメラ
MEMRECAM ACS-1
 ■1,280×896 pixel @ 54,000fps (M60)
■1,280×896 pixel @ 54,000fps (M60)
■ブーストモードでさらに高速化 (モノクロモデルのみ)
■モノクロ ISO 100,000 カラー ISO 20,000
■最大256GBメモリとUSB3.0B 搭載
-
MEMRECAM Q2m
 ■フルHD(200万画素)で2,000fpsまで撮影ができる小型ハイスピードカメラ
■フルHD(200万画素)で2,000fpsまで撮影ができる小型ハイスピードカメラ
■狭い場所への設置性に優れた約62mm角の手のひらサイズ
■約670gの軽量ボディでアームに取り付けた同軸撮影も可能
■モノクロISO32,000の高感度
-
レンタルや無償デモも承っております。まずは一度ご相談ください。

-

